 |
Order
no.
|
Slot
|
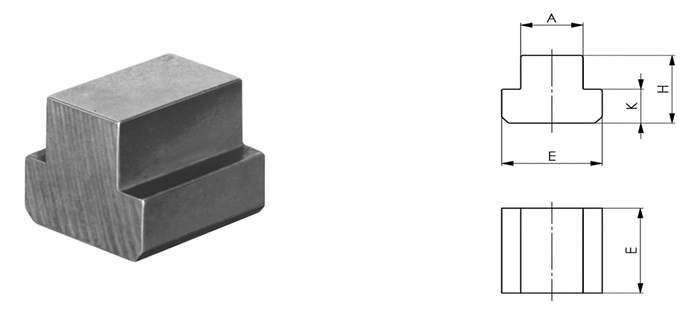
A
|
E
|
H
|
K
|
Packaging
Unit
|
Weight
[g]
|
|
84509
|
6
|
5.7
|
10
|
8
|
4
|
25
|
4
|
|
84517
|
8
|
7.7
|
13
|
10
|
6
|
25
|
10
|
|
84525
|
10
|
9.7
|
15
|
12
|
6
|
50
|
16
|
|
84533
|
12
|
11.7
|
18
|
14
|
7
|
50
|
27
|
|
84541
|
14
|
13.7
|
22
|
16
|
8
|
50
|
50
|
|
84558
|
16
|
15.7
|
25
|
18
|
9
|
25
|
70
|
|
84566
|
18
|
17.7
|
28
|
20
|
10
|
25
|
95
|
|
84574
|
20
|
19.7
|
32
|
24
|
12
|
25
|
150
|
|
84582
|
22
|
21.7
|
35
|
28
|
14
|
25
|
210
|
|
84590
|
24
|
23.7
|
40
|
32
|
16
|
10
|
300
|
|
84608
|
28
|
27.7
|
44
|
36
|
18
|
-
|
430
|
|
84483
|
32
|
31.7
|
50
|
40
|
20
|
-
|
630
|
|
84632
|
36
|
35.6
|
54
|
44
|
22
|
-
|
800
|
|
84491
|
42
|
41.6
|
65
|
52
|
26
|
-
|
1400
|
|
84616
|
48
|
47.6
|
75
|
60
|
30
|
-
|
2100
|
|
84624
|
54
|
53.6
|
85
|
70
|
34
|
-
|
3150
|
AMF No 508R Blanks for T-nuts are made of tempered steel 0.35-0.45 % C.
Note: Heat treatment to tensile strength class 10, i.e. 22-32 HRC.
Hardening:
880°C-45 minutes, quenched in oil of 75°C and tempered at 550°C-2 hours. These blanks allow economical manufacture of T-nuts with non standard threads
|
|
|


 STANDARD CLAMPING ELEMENTS
STANDARD CLAMPING ELEMENTS